
冷擠壓套筒連接工藝流程
作者:admin來源:本站發(fā)布時間:2021-04-21 01:03:40點擊數(shù):26
次
冷擠壓套筒連接工藝流程
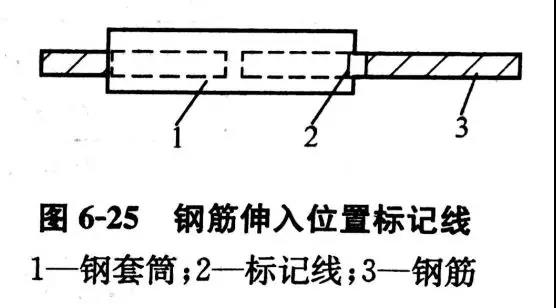
擠壓連接工藝流程:鋼筋套筒檢驗→鋼筋斷料,刻畫鋼筋套入長度,定出標記→套筒套人鋼筋一安裝擠壓機→開動液壓泵,逐漸加壓套筒至接頭成型一卸下擠壓機一接頭外形檢查。其工藝要點如下:(1)將鋼筋套入鋼套筒內(nèi),使鋼套筒端面與鋼筋伸入位置標記線對齊。
(2)按照鋼套筒壓痕位置標記,對正壓模位置,并使壓模運動方向與鋼筋兩縱肋所在的平面相垂直,即保證**壓接面能在鋼筋的橫肋上。
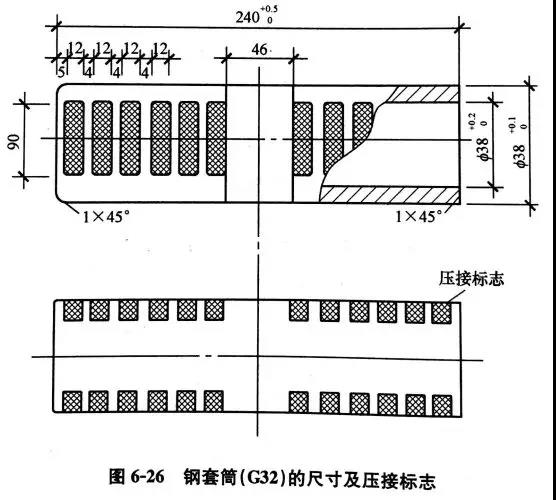
壓痕一般由各生產(chǎn)廠家根據(jù)各自設備、壓模刃口的尺寸和形狀,通過在其所售鋼套筒上噴上擠壓道數(shù)標志或出廠技術文件中確定。凡屬壓痕道數(shù)只在出廠技術文件中確定的,應在施工現(xiàn)場按出廠技術文件涂刷壓接標記,壓痕寬度為12m(允許偏差士1mm)、壓痕間距4mm(允許偏差士1.5mm),見下圖。(3(3)擠壓工藝參數(shù)。
1)壓接順序。從中間逐步向外壓接,這樣可以節(jié)省套簡材料約10%。
2)壓接力。壓接力大小以套筒金屬與鋼筋緊密擠壓在一起為好。壓接力過大,將使套筒過度變形而導致接頭強度降低(即拉伸時在套簡壓痕處破壞);壓接力過小,接頭強度或殘余變形量就不能滿足要求。試驗結果表明采用不同型號的擠壓設備,其壓接參數(shù)見下表。
3)壓接道數(shù),它直接關系到鋼筋連接的質(zhì)量和施工速度。道數(shù)過多,施工速度慢;過少,則接頭性能特別是殘余變形量不能滿足要求。采用不同型號的擠壓機,其壓接道數(shù)參見上表。
壓痕*小直徑一般是通過擠壓機上的壓力表讀數(shù)來間接控制的。由于鋼套簡的材質(zhì)不同,造成其硬度、韌性等也不同,因此會造成擠壓至所要求的壓痕*小直徑時所需要的壓力也不同。實際擠壓時,壓力表讀數(shù)一般為60~70N/mm2,也有在54~80MPa之間的,這就要求操作者在擠壓不同批號和爐號的鋼套筒時必須進行試壓,以確定擠壓到標準所要求的壓痕直徑時所需的壓力值。
本文由衡水中景機械設備有限公司編輯發(fā)布,轉(zhuǎn)載請注明此處:冷擠壓鋼筋套筒 http://rachelandmeir.com/


